


Description
[kad_youtube url="https://youtu.be/K_xNHlD5_z0" width=50 ]
RED-X is an upgrade for FDM 3D printers (1.75 mm filament)! Made in Germany!
RED-X uses a synthetic ruby with a hardness of 9.0 Mohs. This hardness offers extremely high wear resistance. It ensures that almost all printing materials can be processed over a long period without any loss of quality.
RED-X withstands all common materials up to a printing temperature of 450 °C. Even highly abrasive materials such as nylon, carbon fibre and also boron nitride (cBN) cannot harm RED-X.
Compatibility list:
| MK8 | Makerbot Replicator 5th gen | RepRap clones | Wanhao Duplicator 4 series | M7 thread 1.75mm filament | Afinia H480-01 | UP mini | etc. |
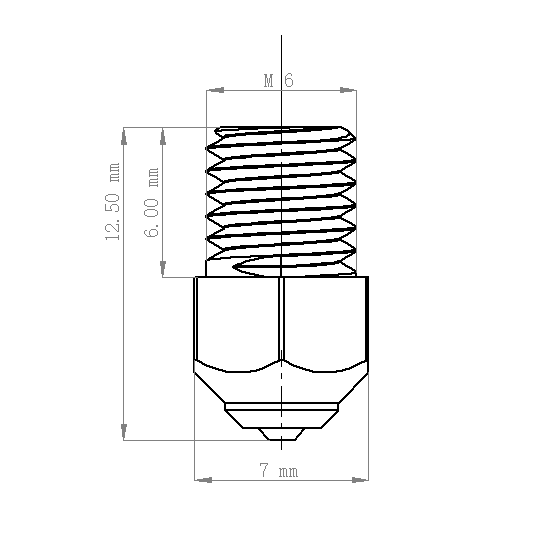
| Makerbot Replicator 1 | Makerbot Replicator mini | M6 thread 1.75 mm filament | Flashforge (newer models) | Zortrax M200 | UP Plus | J-Head | |
| Makerbot Replicator 2 / 2X | Makerbot Replicator Z18 | MK10 | Creator Pro | Afinia H479 | UP Plus 2 | E3D 59 |
WARNING!!!: Always use protective gloves when assembling/disassembling the nozzle to prevent burns.
Required tools: torque wrench with 7 mm hex socket, 16 mm spanner or adjustable spanner to secure the hotend, protective gloves
Remove the old nozzle from your printer. To do this, heat the printer to at least 240°C and loosen the nozzle with a suitable tool. Use the 16 mm spanner to hold the heat block in place. Allow the hotend to cool down again and remove the nozzle completely. Screw RED-X in by hand and reheat the hotend. Once the temperature is reached, set a torque wrench to 1 - 1.5 Nm and tighten RED-X with it.
Please also refer to the printer-specific information.
Note:
- Do not drop the nozzle and avoid pressure and impact on the nozzle!
- The operating temperature of the nozzle must not exceed 550°C.
- Avoid contaminating the nozzle due to excessively high temperatures or excessively large high-temperature-resistant particles in special filaments.
- Ensure that the filament has reached its glass transition temperature in the hotend before starting the extrusion process.



Reviews
There are no reviews yet.